Elaboración o auditoría del programa de gestión de integridad
Elaboración o auditoría del programa de gestión de integridad – ASME B318.S / API 1160
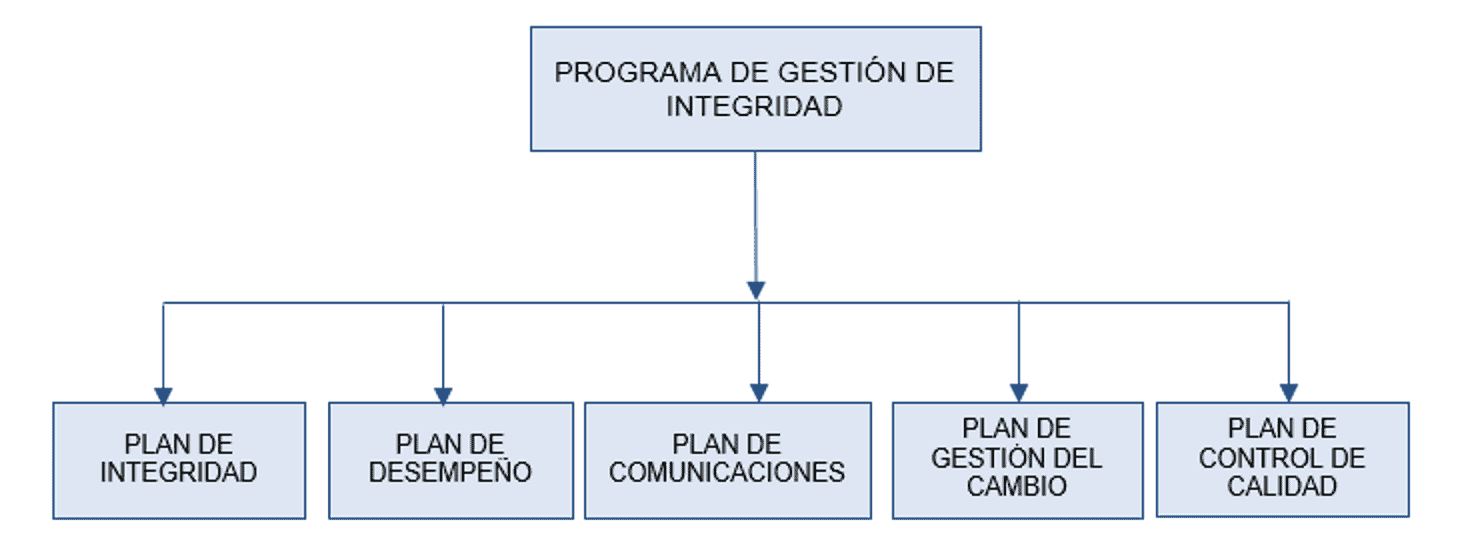
Generalmente se pueden realizar dos aproximaciones para la administración de integridad; un método prescriptivo (con base en las indicaciones de crecimiento del peor caso) y un método basado en desempeño (a partir de análisis y evaluaciones). Por cualquiera de los dos métodos el resultado será un programa de gestión de integridad comprensible, sistemático e integrado, compuesto por cinco elementos básicos:
El plan se actualiza periódicamente a medida que se adquiere y se incorpora información adicional, lo cual probablemente dará como resultado una serie de evaluaciones de integridad y actividades de mitigación adicionales, la revisión de las evaluaciones anteriores o la continuación de actividades que se venían realizando.
Al programa de gestión de integridad se le deben realizar auditorias internas y externas con el objetivo de detectar oportunidades de mejora y evaluar la conformidad y eficacia del programa. Los hallazgos de la auditoria puede llevar a decisiones de adecuar los planes establecidos, así como sus objetivos y metas.
TECNOLOGIA TOTAL cuenta con personal capacitado y certificado para elaboración de programas de gestión de identidad y realización auditorias externas.
![]()